

What makes molders very upset is transparent injection molded parts?
Find IMC to solve it easily!
Why?
The injection molding of transparent parts needs to consider materials, wall thickness, process parameters, etc. To maintain high light transmittance, strict requirements must be placed on raw materials, equipment, molds and product design to ensure that there are no defects such as spots and pores on the surface.
The injection molding of transparent parts is a complex and delicate job, and there are many issues that need to be paid attention to.
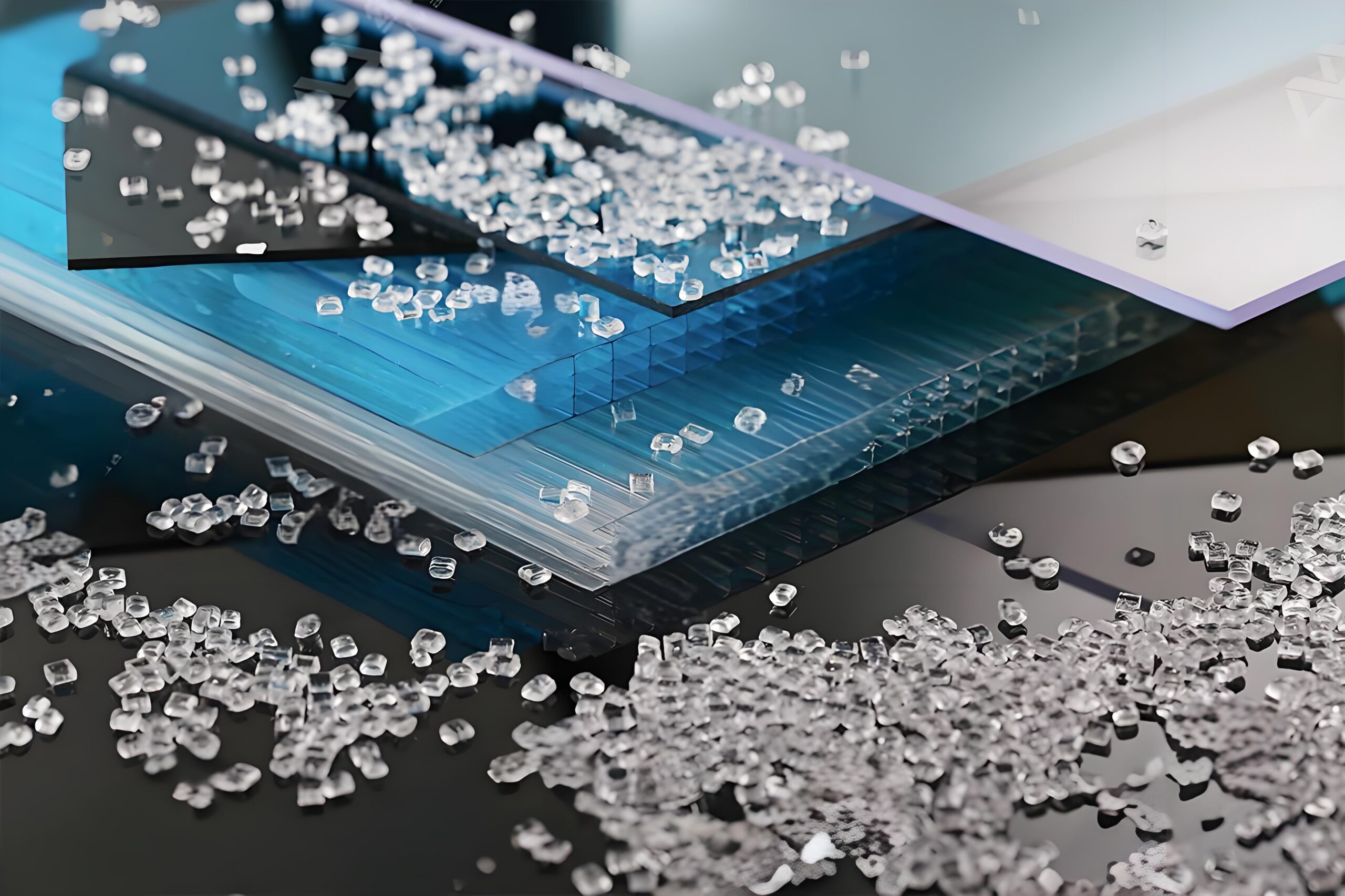
First of all, the choice of materials is crucial.
Transparent plastics are mostly amorphous materials. When the thickness is greater than 4mm, the original light cannot penetrate and it is difficult to maintain transparency. Therefore, the wall thickness of the product must be considered during design, and it should be as uniform as possible.
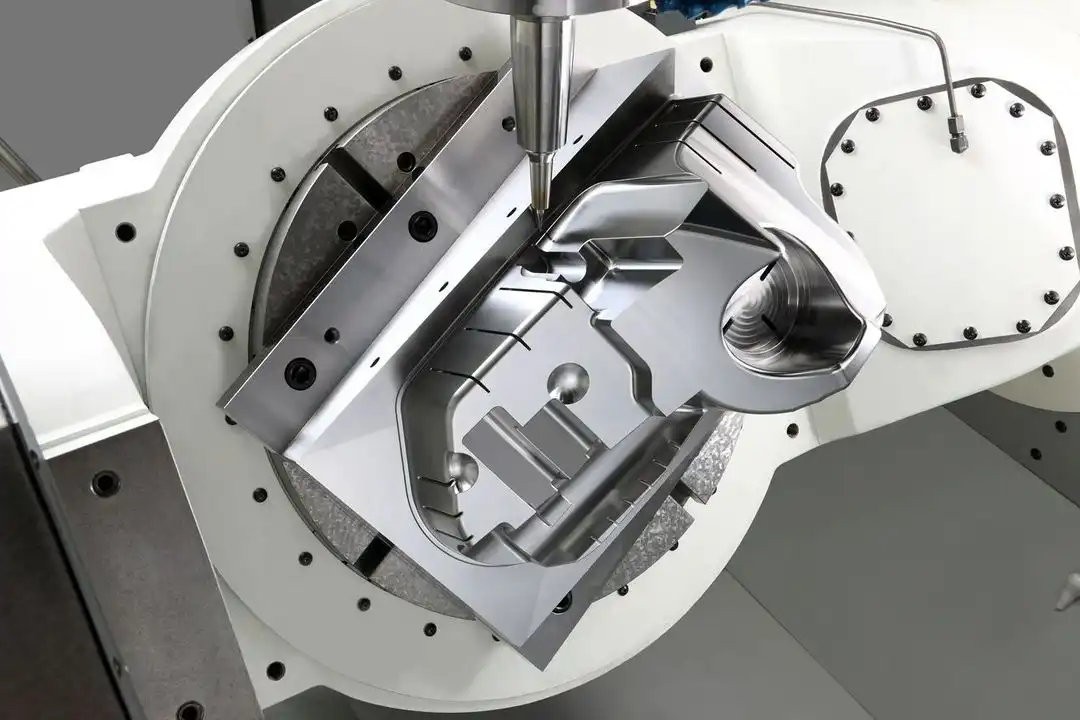
Due to the high melting point and poor fluidity of transparent plastics, in order to ensure the surface quality of the product, a higher temperature is often required, and the process parameters such as injection pressure and injection speed must also be slightly adjusted so that the mold can be filled during injection molding without generating internal stress that causes product deformation and cracking.

Cleaning of the barrel, screw and its accessories is also very important.
In order to prevent the contamination of raw materials and the presence of old materials or impurities in the depressions of the screw and accessories, especially the presence of resins with poor thermal stability, the screw cleaning agent should be used to clean all parts before use and after shutdown to prevent impurities from sticking.
When there is no screw cleaning agent, the screw can be cleaned with resins such as PE and PS.
When the machine is temporarily shut down, in order to prevent the raw materials from staying at high temperatures for a long time and causing degradation, the dryer and barrel temperature should be lowered. For example, the barrel temperature of PC, PMMA, etc. should be reduced to below 160℃ (the hopper temperature for PC should be reduced to below 100℃).

Due to the high light transmittance of transparent plastics, strict surface quality requirements of plastic products are inevitably required. There should not be any defects such as streaks, pores, whitening, halo, black spots, discoloration, poor gloss, etc. Therefore, in the entire injection molding process, the raw materials, equipment, molds, and even product design should be paid great attention and strict or even special requirements should be put forward.

But for IMC, these can be easily solved for you. With many years of injection molding experience and professional technology, Hanyi has successfully solved the problem of mold opening for transparent plastic materials. We use advanced mold design concepts and manufacturing technology, combined with high-precision processing equipment and a strict quality control system to ensure the accuracy and stability of the mold.